-
ハイライト
ステンレス鋼のバケツエレベーターチェーン
,鉱山バケツエレベーターチェーン
,Z エレベーターチェーンの耐磨性
-
製品名鋼鉄コンベアチェーン
-
材料ステンレス鋼
-
適用する鉱業 と 金属 の 溶融
-
特徴耐着性
-
タイプチェーンバケツエレベーター部品
-
起源の場所中国
-
ブランド名WS
-
モデル番号NSE
NSEシリーズステンレス鋼コンベヤーチェーンZ エレベーターチェーン耐磨性

NSEシリーズステンレス鋼コンベヤーチェーンZ エレベーターチェーン耐磨性
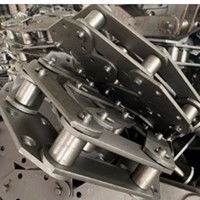
バケツエレベーターチェーン 説明:
工業用コンベアチェーン高い強度,安装が簡単,耐久性,強度,耐熱性,耐腐性などで高く評価されていますこのバケツエレベーターチェーンは,ロックボトム価格で顧客のさまざまな要求を満たすために,様々な仕様で利用できます.
バケツエレベーターチェーン 仕様:
| モデル | ピッチ | 内部の横幅 | ローラー外径 | ピン直径 | ピンの長さ | チェーンプレートの幅 | チェーンプレートの厚さ | 広い鎖のプレート | チェーンバケットの設置寸法 |
| NSE200 | 100 | 51.8 | 44.5 | 19.1 | 110 | 60 | 10 | 150 | 100×105 |
| NSE300 | 100 | 57.6 | 48.5 | 22.23 | 115 | 75 | 10 | 150 | 100×105 |
| NSE400 | 125 | 67.4 | 63.5 | 31.75 | 145 | 90 | 12 | 180 | 125×130 |
| NSE500 | 125 | 75 | 70 | 35 | 170 | 100 | 16 | 180 | 125×130 |
| NSE700 | 125 | 75 | 70 | 36 | 170 | 100 | 16 | 190 | 125×130 |
| NSE800 | 150 | 80 | 78 | 38.1 | 172 | 120 | 16 | 230 | 150×170 |
| NSE1000 | 150 | 85 | 83 | 43 | 180 | 135 | 18 | 225 | 150×170 |
![]()
バケツエレベーターチェーン 処理技術:
1リンクプレート
1.1 厚さ16mm以上のリンクプレートは,CNCプラズマ切削機または大型液圧プレスで切断され,表面が滑らかで,材料の強さを影響する小さな裂け目がないようにします.切断孔を先行パンチャーまたは液圧プレスでパンチャーまたは半細工でパンチャーまたは半細工でパンチャーしたリンクプレート熱処理後,熱処理は,熱処理の過程で処理されます.CNC加工センターによる精細なフライスピッチの穴を,リンクプレートとピン/スリーブにフィットすることが設計要件を満たすようにするために熱処理による寸法変化による偏差を排除するために,ピッチサイズを保証します.各リンクプレートのピッチ偏差は≤0.03mmです.
1.2 ピンカーで加工された厚さ16mm未満のリンクプレート.リンクプレート (CNC加工センターで加工されていない) は,プリパンク,半細パンク,ピッチホールのために細パンク,合計で3回打たれたチェーン部品の組み立て前には,リンクプレートのフラット化プロセスがあります.CNC加工センターで磨かれたリンクプレートは,先行パンチされ,ピッチの穴のために半細工パンチされています熱処理後,熱処理の過程で,熱処理の過程で,CNC加工センターによるフレーズピッチホール,リンクプレートとピン/袖のフィットが設計要件を満たすことを確保するために熱処理による寸法変化による偏差を排除するために,ピッチサイズを保証します.各リンクプレートのピッチ偏差は≤0.03mmです.
2特殊機器で材料を切った後,ピン,スリーブ,ロールは,CNCターンやフライリングマシンで加工され,パーツは高精度加工があります.
3ピン: 一方の端はピアヘッドで,もう一方は平らで,ピン材料の直径は完成品のサイズよりも大きい.冷筋丸い鋼ではなく,完成品加工のサイズに近い.
4処理ピンは,ピンの中核が良い機械的特性を持つことを保証するために,特別な熱処理の2倍で完成し,表面は高い硬さ (表面硬さHRC56 ~ 58) を有します.ピン表面の耐磨性を向上させる.
5袖: 袖の表面は,CNC回路でラッティングされています.材料表面の脱炭層を除去し,不安定な材料による影響を排除する (材料供給者は脱炭層の深さを保証することはできません)カーブの耐磨性を向上させるため,マシーン処理を終えた後,マッシュの全体的な消化または炭化処理 (HRC58 ~ 62) を行う.
6ローラー: 2000kN未満の断裂ストレスのローラーでは,機械加工後の全体的な消化熱処理で,表面硬さは約HRC50に達します.低炭素合金鋼の断裂張力 > 2000kN表面炭化処理 (HRC58 ~ 62) 機械加工後,ロールの全体的な性能を向上させる.
7. すべての部品は,熱処理によって発生した内部ストレスを排除し,表面上の不浄性を除去するために,熱処理後にインペラー吹き付けで処理されます.同時に,部品は,微細な亀裂や他の欠陥があるかどうかを肉眼で確認することができます.
8組み立て前にすべてのピンは100%磁気探知器でテストされ,材料の欠陥によってピンが壊れた場合の欠陥を排除します.
9すべての組み立てられたプレートチェーンが前もってストレッチによって並べられ,ピッチ偏差が検出され,各プレートチェーン偏差が許容範囲内で制御されます.